Закалка ТВЧ
длина детали — до 4800 мм;
диаметр/ширина детали — до 1800 мм;
вес — до 3500 кг.


длина детали — до 4800 мм;
диаметр/ширина детали — до 1800 мм;
вес — до 3500 кг.


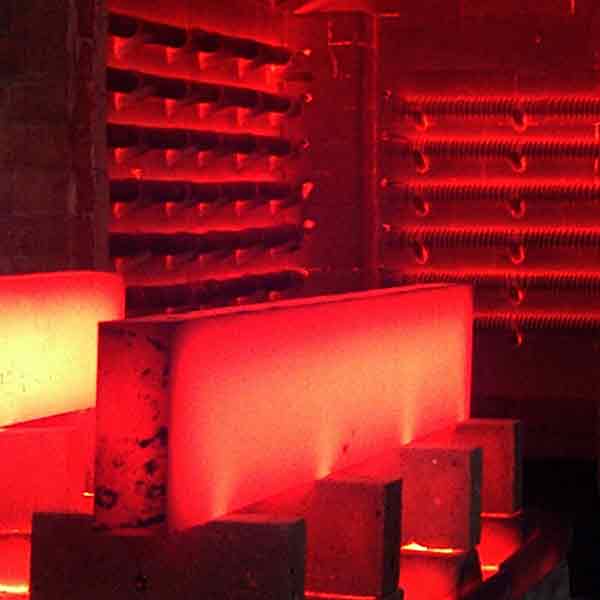
Закалка токами высокой частоты (ТВЧ) является одним из наиболее эффективных методов упрочнения металлов. Этот процесс основан на применении высокочастотного электромагнитного поля, которое нагревает поверхность металла до очень высокой температуры, а затем идет быстрое охлаждение. Поверхностная закалка деталей имеет отличие от объёмной закалки, при которой всё сечение детали или заготовки приобретает однородную структуру и имеет повышенную твёрдость по всему сечению. Применяя поверхностную закалку, можно добиться равномерного твёрдого слоя, не затрагивая сердцевину детали, что придаёт детали улучшенные механические свойства.
Закалка ТВЧ производится для деталей, изготовленных из средне- и высокоуглеродистой сталей 20Х13, 30Х13, 35Л, 38ХГМ, 40Х, 40ХН, 45, 55Л, 5ХНМ, У8, 9Х1 и др., с целью их поверхностного упрочнения.
Одним из главных преимуществ закалки ТВЧ перед другими методами закалки является ее высокая скорость и точность. В отличие от традиционной закалки, которая может занимать несколько часов, закалка ТВЧ позволяет закалить металл за считанные минуты. Кроме того, этот метод обеспечивает более равномерное распределение твердости по всей поверхности металла и уменьшает вероятность появления трещин и деформаций.
Закалка ТВЧ широко используется в промышленности, включая автомобильную, авиационную и энергетическую отрасли. Например, закалка ТВЧ может быть использована для закалки коленчатых валов, шестерен, лезвий турбин и других деталей, которые должны выдерживать высокие нагрузки и износ.
При выборе оборудования для закалки ТВЧ следует учитывать такие параметры, как мощность генератора, частота колебаний, глубина проникновения поля, размеры рабочего индуктора и тип системы охлаждения. Чем больше мощность и частота генератора, тем быстрее будет проходить процесс закалки. Важно также учитывать размеры деталей, которые будут закаливаться, чтобы выбрать соответствующий индуктор.
Факторы, которые могут влиять на качество закалки токами высокой частоты, включают скорость нагрева и охлаждения, глубину проникновения поля, форму и размеры индуктора, а также свойства металла. Для контроля качества закалки используются различные методы, включая микроструктурный анализ, испытания на прочность и визуальный контроль.
Недостатками закалки ТВЧ могут быть высокая стоимость оборудования и сложность настройки процесса. Однако эти проблемы могут быть решены с помощью использования новых технологий, таких как компьютерное управление и автоматизация процесса.
В ООО «ПКО «ТОМ» термообработка ТВЧ производится на закалочных комплексах индукционного нагрева с микропроцессорными программируемыми модулями. Мы берёмся и выполняем ТВЧ термообработку любых сложных деталей.
габариты рабочей камеры (диаметр × глубина) – ø600 × 1200 мм


ООО ПКО «ТОМ» – 11 лет работы в закалке и термообработке сталей и сплавов.
Мы умеем: